avk648
капитан 3-го ранга
- Регистрация
- 28.05.2015
- Сообщения
- 764
- Карма
- 115
- Город
- Санкт-Петербург
- Имя
- Александр
- Лодка
- Сарепта,Казанка-м
- Мотор
- Эвинруд 30, Нептун-23, Ветерок-12 , ЗИФ5
Идея витала давно ,но вот руки не доходили. Впрочем лучше поздно ,чем никогда.И так поехали ,сначала немного истории. Незадолго до второй мировой войны немецкая фирма Кёнинг выпустила линейку лодочных моторов разной мощности. Фирменной фишкой было использование разборного коленвала с хиртовым соединением (торцевые шлицы) по средней шейке ,позволяющим разворачивать части коленвала на 180 ,120 и 90 градусов ,получая моторы с 2-мя ,3-мя и 4-мя цилиндрами.Шло время и к середине 60-х Кёниги снимают с производства.И тут появился Вихрь внешний вид-Кёнинг ,но продувка дефлекторная и мощность не 28 .а целых17 или 18 л.с. Но по сравнению с круглой 10-ти сильной Москвой ,с верхней ненадежной помпой и сальниками без пружинок ,мотор бы л БОМБА ,нет УРАГАН! Он позволял буксировать лыжника и выходить на глиссирование с 4-мя пассажирами. Народ с визгом расхватывал Вихри ,как горячие пирожки. При полном отсутствии конкурентов , популярность пришла сразу.Многие и сейчас считают в-20 самым надежным из Вихрей.За производство Вихрей взялись 2 завода Куйбышевский (ныне Самара) и Пермский ,поначалу коленвалы были одинаковые типа Кёниг, нижняя и вехняя крышки картера шариковые подшипники ,средник игольчатый с иглами д2.5мм ,нижняя головка шатуна игольчатый д3мм ,идентичный подшипнику шестерни переднего хода.Стяжной болт 12мм. Позднее стяжной болт был усилен до 14мм ,В середине 70-х Куйбышевский завод увеличил диаметр роликов нижней головки шатуна до 5 мм и применил сепаратор из алюминиевого сплава б95 ,а Пермский до конца выпуска Вихрей ставил 3мм. Какой коленвал лучше? Пермские ,на мой взгляд ,сделаны аккуратнее ,прессовые посадки кривошипов жестче ,лучше цементация средника. Но нижняя головка шатуна с мелкими роликами и маленькими отверстиями для смазки более капризна. Остальные косячные места те же. Как отличить? У куйбышевского наружные поверхности кривошипов темные после литья и на нижней головке шатуна пропил у пермского поверхности светлые после обработки и на нижней головке 2 отверстия 3 мм.
пермь
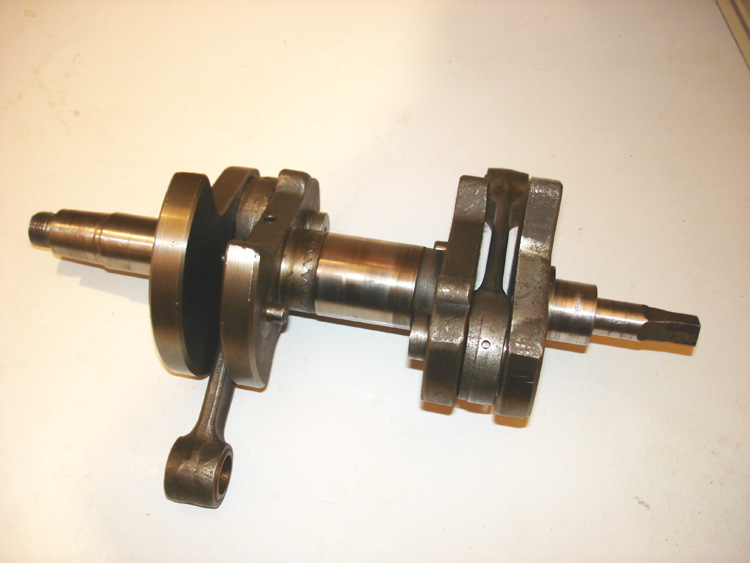
Итак разборный коленвал (имеется в виду доступ к средней шейке а не сравнение пресованного и цельнокованного валов) хорошо или плохо? Скорее хорошо ,так как позволяет осмотреть и вовремя заменить иголки не дожидаясь выкрашивания поверхности коленвала.
Необходимый инструмент. Ключ и желательно оправка для установки верхней крышки. Да можно без нее ,намотав изоленты ,скотча ,но с оправкой лучше и всегда есть уверенность ,что пружинка сальника осталась на месте.

Ключ должен быть цельным .Момент серьезный .Я в свое время сделал его из хвостовика фрезы.Фреза была отожжена в печке ,далее сначала болгаркой была придана общая форма ,а потом шестигранник дорабатывался вручную напильниками и надфилями. Ключ был нагрет в печке до красного цвета ,закален в масле и 2 часа доводился в духовке при 200 градусах. За годы и пару-тройку десятков коленвалов на нем нет даже царапины.
Приступим. С картера удалены крышки ,стяжной болт расшплинтован и лежит на верстаке. Между картером и кривошипом вставляем монтажку ,как на фото и одев на нее и ключ метровые трубы .крякнув отворачиваем винт.

Нагрев среднюю часть картера до 150-160 градусов при помощи 6-7мм алюминиевой выколотки вынимаем средник.В лупу тщательно осматриваем концы иголок при малейшем выкрашивании в помойку,так же на иголках не должно быть следов перегрева ,выношеных следов от сепаратора ,на обойме следов побежалости.
Осмотр средней шейки: не должно быть цветов побежалости тем более питтинга

Такой средник нормально работать не будет. Возможно спасет установка пакета шариковых подшипников ,как описывалось на форуме.
но в живую таких моторов не видел.
Теперь нижние головки шатунов. Смотреть отсутствие следов перегрева ,плваность вращения ,через смазочный пропил осмотреть поверхность роликов и сепараторов на наличие повреждений .допускается незачительная поперечная качка шатуна.
для проверки зазора берем шатун левой рукой ,словно хотим его задушить") и бьем ладонью правой вертикально вниз . если чувствуется отдача зазор увеличен.
и бьем ладонью правой вертикально вниз . если чувствуется отдача зазор увеличен.

Продолжение следует.
пермь
Итак разборный коленвал (имеется в виду доступ к средней шейке а не сравнение пресованного и цельнокованного валов) хорошо или плохо? Скорее хорошо ,так как позволяет осмотреть и вовремя заменить иголки не дожидаясь выкрашивания поверхности коленвала.
Необходимый инструмент. Ключ и желательно оправка для установки верхней крышки. Да можно без нее ,намотав изоленты ,скотча ,но с оправкой лучше и всегда есть уверенность ,что пружинка сальника осталась на месте.
Ключ должен быть цельным .Момент серьезный .Я в свое время сделал его из хвостовика фрезы.Фреза была отожжена в печке ,далее сначала болгаркой была придана общая форма ,а потом шестигранник дорабатывался вручную напильниками и надфилями. Ключ был нагрет в печке до красного цвета ,закален в масле и 2 часа доводился в духовке при 200 градусах. За годы и пару-тройку десятков коленвалов на нем нет даже царапины.
Приступим. С картера удалены крышки ,стяжной болт расшплинтован и лежит на верстаке. Между картером и кривошипом вставляем монтажку ,как на фото и одев на нее и ключ метровые трубы .крякнув отворачиваем винт.
Нагрев среднюю часть картера до 150-160 градусов при помощи 6-7мм алюминиевой выколотки вынимаем средник.В лупу тщательно осматриваем концы иголок при малейшем выкрашивании в помойку,так же на иголках не должно быть следов перегрева ,выношеных следов от сепаратора ,на обойме следов побежалости.
Осмотр средней шейки: не должно быть цветов побежалости тем более питтинга
Такой средник нормально работать не будет. Возможно спасет установка пакета шариковых подшипников ,как описывалось на форуме.
но в живую таких моторов не видел.
Теперь нижние головки шатунов. Смотреть отсутствие следов перегрева ,плваность вращения ,через смазочный пропил осмотреть поверхность роликов и сепараторов на наличие повреждений .допускается незачительная поперечная качка шатуна.
для проверки зазора берем шатун левой рукой ,словно хотим его задушить
и бьем ладонью правой вертикально вниз . если чувствуется отдача зазор увеличен.Продолжение следует.
Последнее редактирование:
 О! Это тема!
О! Это тема!


